Rotary Vane Pump Operating Principle
A rotary vane vacuum pump works on a positive displacement principle. It uses volumetric change to build vacuum.
A typical rotary vane pump design includes a motor, a cylindrical housing with an inlet and an outlet, as well as a rotor and vanes contained in the pump’s working chamber.
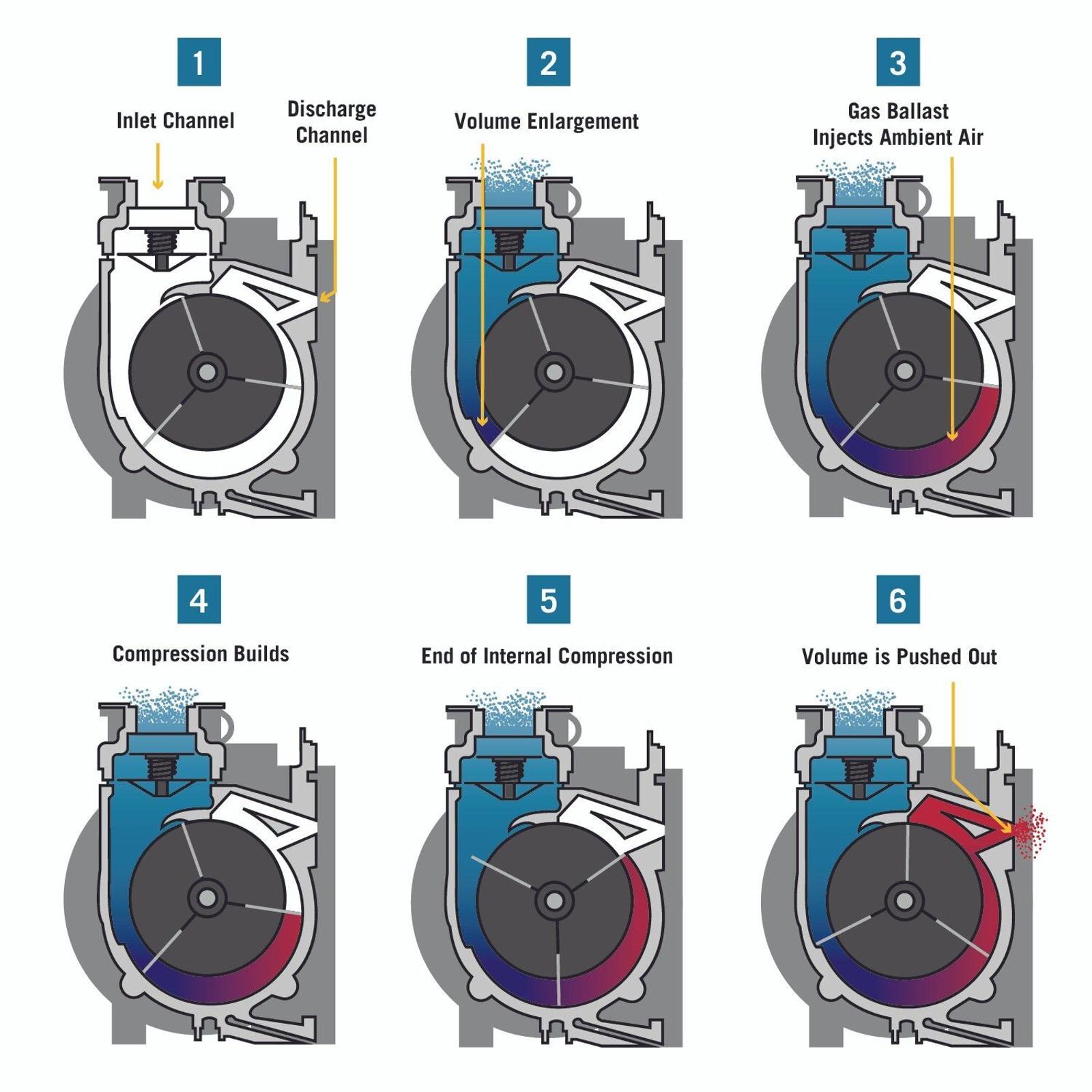
The rotor has three slots machined into it, in which the vanes are placed. It is mounted eccentrically, which allows for a large sweeping motion of the vanes. Centrifugal force flings the vanes to the outside of the chamber when the rotor is turning.
As the rotor and the vanes rotate, process air is pulled into the pump, becoming trapped between the rotor and the vanes. The rotating vanes effectively divide the chamber into three separate areas with varying gas volumes depending on the position of the vanes.
When two vanes are farther apart, the air trapped between them and the rotor expands thus generating vacuum. By contrast, the reduction of the gas volume leads to gas compression.
On oil sealed vanes, there is a bead of oil between the chamber wall and the vane that acts as a seal. Oil is also used as a lubricant and a filter. The former reduces wear, increasing longevity of the pump. The latter draws unwanted particles from the pump internals.
The lubrication of the vanes, the rotor and the housing prevents wear. It also ensures a reduced operating temperature and provides protection against corrosion. As the process gas is transported through the chamber, lubrication oil is sucked out and returned to a special reservoir.